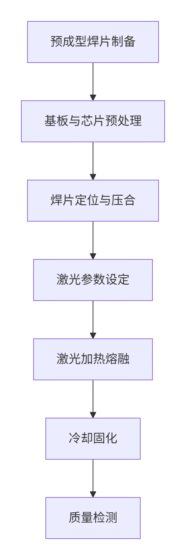
共晶预成型件激光焊接 1.技术原理 共晶预成型件激光焊接是一种基于共晶合金特性的精密连接技术,其核心机制包括:共晶反应:利用共晶合金(如AuSn、CuSn等)在特定温度下熔融并快速凝固的特性,实现低热输入、高结合强度的焊接;激光精准控能:通过高能密度激光脉冲(典型值10^6~10^12 W/cm²)局部加热预成型焊片,避免整体升温对敏感元件(如芯片、MEMS器件)的热损伤;真空/可控气氛保护:在真空或惰性气体环境中抑制氧化,减少焊缝空洞率(<5%)。 2.工艺流程 3.技术优势 指标传统回流焊共晶预成型激光焊接提升幅度热输入量>200J/mm²<50J/mm²降低75%热影响区(HAZ)>100μm<10μm降低90%空洞率10-30%<5%降低80%最小焊点尺寸50μm10μm缩小80%适用材料组合同种金属异种金属(如Cu-Au)扩展应用 4.典型应用场景 ① 微波/射频器件封装芯片与基板互联:砷化镓(GaAs)芯片与可伐(Kovar)载体焊接,热阻降低40%;气密封装:AuSn共晶焊实现<1×10^-8 atm·cc/s漏率,满足军工标准。 ② 新能源电池模组电池与母排连接:铝-铜异种材料激光焊接,接触电阻<0.1mΩ,抗拉强度>200MPa;热管理组件:铜-镍共晶焊片用于散热基板,导热系数提升至400W/m·K。 ③ 航空航天微系统MEMS传感器封装:钛合金与陶瓷基板激光焊接,抗振动疲劳寿命>10^7次;光纤耦合模块:InGaAs激光器与硅光波导键合,耦合效率>85%。 5.未来趋势 ① 智能化升级集成机器视觉实时定位(精度±0.1μm);自适应学习算法优化焊接参数(响应时间<10ms)。 ② 新材料拓展开发低温共晶合金(如Bi-In,熔点60℃)用于柔性电子;纳米颗粒增强焊料(Ag纳米颗粒提升导热率30%)。 ③ 绿色制造无铅共晶合金(如Sn-Bi-Cu)符合RoHS标准;能耗降低50%(通过脉冲激光替代连续激光)。 Prev: 倒装芯片激光压合键合 Next: 焊膏激光焊接
 DYNALAS
DYNALAS