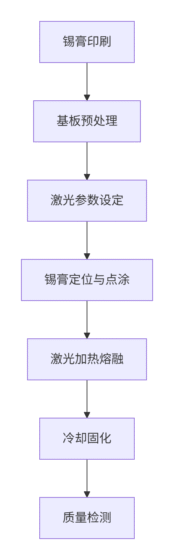
焊膏激光焊接 1.技术原理 焊膏激光焊接是一种基于激光能量精准控制的微区焊接技术,其核心机制包括:选择性加热:激光束(波长900-980nm)聚焦至锡膏区域(光斑尺寸50-500μm),使焊料瞬间熔融(138-350℃),而基板其他区域保持低温(<100℃);冶金结合:熔融焊料与焊盘/元件引脚发生冶金反应,形成致密合金层(如Cu-Sn、Ni-Ag),确保导电性和机械强度;动态保护:惰性气体(氮气/氩气)吹扫抑制氧化,空洞率<5%。 2.工艺流程 关键步骤解析: ① 锡膏印刷使用SMT钢网或微点胶技术,厚度控制±2μm;锡膏类型:Sn42Bi58(熔点138℃)、Sn96.5Ag3Cu0.5(熔点217℃)。 ② 激光参数设定能量密度:10^5~10^6 W/cm²(平衡熔深与热损伤);脉冲宽度:0.1-10ms(短脉冲减少热累积);波长匹配:AuSn吸收率峰值在近红外波段(1064nm)。 ③ 冷却控制梯度降温:5℃/s→室温,抑制残余应力;氮气吹扫:防止氧化和焊料飞溅。 3.技术优势对比 指标传统回流焊焊膏激光焊接提升幅度热输入量>200J/mm²<50J/mm²降低75%热影响区(HAZ)>100μm<10μm降低90%空洞率10-30%<5%降低80%最小焊点尺寸50μm10μm缩小80%适用材料组合同种金属异种金属(如Cu-Au)扩展应用 4.典型应用场景 ① 高密度电子组装摄像头模组:VCM马达与镜座焊接,定位精度±0.1μm;FPC连接器:柔性板与硬板激光焊接,抗拉强度>50MPa。 ② 汽车电子传感器封装:MEMS压力传感器与基板键合,耐振动提升3倍;线束焊接:铜-铝异种材料焊接,接触电阻<0.1mΩ。 ③ 光通信模块激光器封装:InP激光芯片与硅光波导键合,耦合效率>85%;TO封装:光纤与金属套管焊接,气密性<1×10^-8 atm·cc/s。 Prev: 共晶预成型件激光焊接 Next: 激光基板加热器
 DYNALAS
DYNALAS